![]()
デジタル・ファブリケーションにまつわる
エピソード(前編)
2021.04.01
パラメトリック・ボイス
今回は、筆者が過去に経験したデジタル・ファブリケーションに関するエピソードを紹介する。ハリウッド俳優のブラッド・ピットは大の建築好きであり、多くの有名建築家と懇意にしてい
ることでも知られる。その彼は2005年にハリケーン・カトリーナによる洪水被害を受けた
ニューオリンズの復興のためにMake It Right財団を立ち上げて、設計の知恵を詰め込み洪水
が来ても対応できる住宅の設計を建築家達に呼びかけ、これまでに約100戸の復興住宅が建設
された。当時筆者が所属していたモーフォシス建築事務所もこの復興住宅設計に参加し、
トム・メインの指揮のもと、所員とUCLAの学生により洪水対策、建設技術、環境技術、ニュー
オリンズの建築文化の研究がなされ、「FLOATハウス」が設計された。

図1.モーフォシス設計「FLOATハウス」
※上記の画像、キャプションをクリックすると画像の出典元のMorphosisのWebサイトへ
リンクします。
「FLOATハウス」はガラス繊維強化コンクリートで包まれた発泡スチロールの”シャーシ”を床
下に持ち、洪水時にはその浮力により基礎抗に固定された柱に沿って最大12フィート(約3.6m)
上昇するよう設計されている。環境性やインフラの寸断される災害時のために、屋根には太陽
光発電システムと雨水集水システムが組み込まれ、雨水は生活用水のために濾過・貯蔵される。
建物は長屋のように奥手方向に細長く、正面に玄関ポーチを持った地域に伝統的な ”ショット
ガン・ハウス”の住宅形式をとっている(語源は諸説あるが、裏口から泥棒が侵入しようとして
も玄関先からショットガンで撃てると冗談で言われる)。所内のグラフィック・デザイナーと
筆者は、住宅のための地域文化と現代性を表すパターンを検討し、ニューオリンズのシンボル
であるフルール・ド・リスを用いたパターンを考案して、雨戸や玄関ポーチの手すりパネルに
適用した。
図2.筆者によるフルール・ド・リスを用いたパターンの検討
Make It Rightプロジェクトの住宅は、被災者に安価に住宅を提供できるようにできるだけ高い
コストパフォーマンスで建設できるよう配慮され、部材の製造や建設作業も多くのボランティ
アが参加して行われた(しかし残念ながら一部の住宅は後に品質管理と維持の問題を引き起こ
した)。「FLOATハウス」の設計と建設でも多くのUCLA学生ボランティアや現地ボランティ
アが関わって建設された。パターンの適用された雨戸パネルの製造と印刷はモーフォシスの模
型工房で行われ、アルミでできたポーチの手すりパネルは、トム・メインの知り合いの金属工
房のCNCプラズマ切断機を使わせてもらい製造することになり、筆者は金属工房へ向かった。

図3.FLOATハウス正面と手すりのパネル
※上記の画像、キャプションをクリックすると画像の出典元のSaji MatukのWebサイトへ
リンクします。
手すりパネルは4フィートx8フィート(約1.2m x 2.4m) 、1/2インチ(約1.2cm)厚のアルミ板
から切り出された4つのパネルで構成されており、切断線が描かれたCADファイルを用意して
筆者は金属工房を訪れた。金属工房のオーナーは80年代よりトム・メインのデザインする家具
などを手掛ける彼と同世代の盟友である。こちらが日本人だと分かるとヒカル・ウタダの元夫
の家の門を製作したことを自慢してくるオーナーにCADファイルを見せた時の第一声は「こん
なに多くの穴うちで切ったことないけど」であった。
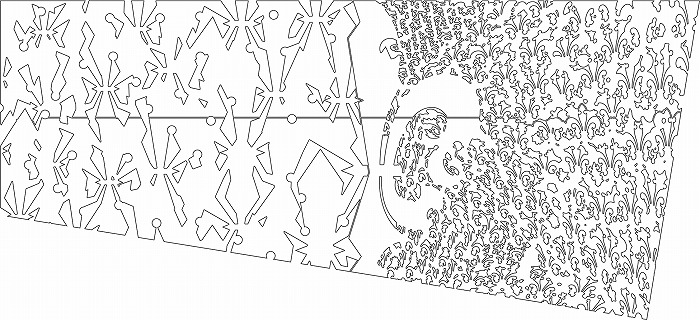
図4.手すりパネルの切断線
切断加工を始める前に、CADファイルはCNCプラズマ切断機が読み込めるG-codeに変換され
なければならない。そこで工房のプラズマ切断機用に設定されたCAMソフトウェアを用いて
G-codeに変換しようとしたところ、CAMソフトがフリーズした。30分以上待っても、何度ソ
フトウェアやPCを再起動してもフリーズする問題は解決しなかった。そこで方針を変えて、過
去に切断したCADファイルとG-codeをもらい、その場で作成した簡単な形状の切断線のCAD
ファイルをCAMソフトでG-codeに変換して保存した。そしてプラズマ切断機の型番やCAMソ
フトのバージョン、設定情報をメモし、その日は工房を後にした。
その日はちょうど金曜日であったので、次に工房へ行く月曜日まで週末にG-codeについて調
べることにした。3軸CNC機械の場合、G-codeは基本的には加工範囲座標での位置を指定して
ルータなど機械のヘッド部分をそこへ移動させるコマンドの並びである。レーザー加工機やプ
ラズマ加工機の場合はZ方向の情報は省かれ、代わりにレーザーやプラズマのオン/オフのコマ
ンドを多用する。また移動には直線的に移動する方法と円弧を描いて移動する方法がある。
それに加えてメーカーやCNC機種ごとに専用の特殊コマンドもある。このように一般的な
G-codeを調べたあと、工房のプラズマ切断機やメーカー専用のG-codeの説明をネットで探し
たが見つからなかったので、工房から持ち帰ったG-codeを精読した。それらのG-codeでは最
初と最後に機種専用コマンドが設定のように並ぶが、その間は直線移動、円弧移動、プラズマ・
オン/オフのコマンドだけであった。そこで、CADソフトのライノセラス上で直線とNURBS曲
線により描かれていたパターンを、プラズマ放電切断で切り取られる金属の幅の半分の距離で
オフセットし、それらをOBJファイルに書き出し(OBJファイルの中身はテキストファイルであ
る)、それを読み込むJavaプログラムを書いた(OBJファイルを読んでJavaオブジェクトに変換
するライブラリは当時既に自ら開発して持っていた。これが発展して後にProcessing用のライ
ブラリiGeoになる)。そしてJavaプログラム上でNURBS曲線を円弧に変換し、接する直線と円
弧を順番に並べ直し、直線はG-code直線移動コマンド、円弧は円弧移動コマンドにし、閉曲線
の始まりと終わりにプラズマ・オン/オフ、そして異なる閉曲線に移動する直線移動コマンドを
適宜入れて、テキストファイルに書き出した。このファイルの始まりと終わりに工房から持ち
帰ったG-codeファイルの設定コマンドらしき部分をコピペして、パネル切削用のG-codeファ
イルが作成された。
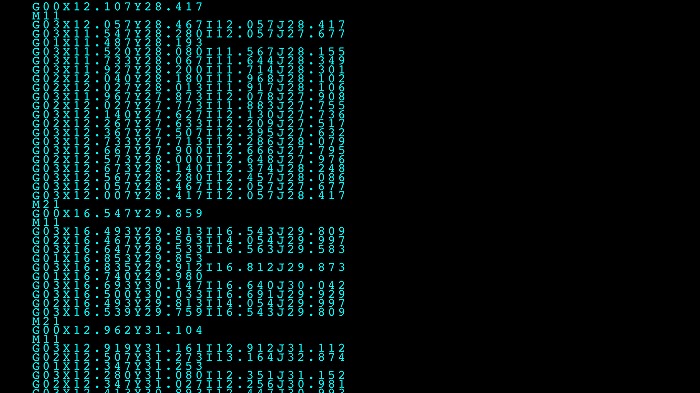
図5.作成されたG-codeの一部。G01が直線移動、G02、G03がそれぞれ時計回り/反時計
回りの円弧移動、M11、M21がプラズマオン/オフ、G00が非切断時の高速直線移動。
このG-codeを持参して月曜日に工房を再び訪れた。本来、自作のG-codeを入念な検証無しに
大型工作機械に読み込ませ実行することは安全性やもしも何かあった時の責任など諸問題ある
ものの、金属工房オーナーはおおらか、というか超放任の人であり、良くわからないけど好き
にしろ、というOKが出た。という訳で早速CNCプラズマ切断機にG-codeを読み込ませて、ア
ルミの板を切断機上に設置し、ようやく切断を開始することができた。プロジェクト・マネー
ジャーからは今週中に加工を終えるように言われていたため、プラズマ放電と換気の轟音の中、
順調にアルミが切断されていく様子を眺め筆者は安堵を覚えた。しかしこれは水面下に潜む
数々の問題が浮上するまでの、嵐の前の静けさに過ぎないことが判明したのはその十数分後の
ことである。
つづく

図6.アルミ板を切断中の金属工房のCNCプラズマ切断機